
Foam sequence testing
Foaming is a serious problem in lubricating oils and can cause both safety and mechanical issues as a result of its presence. Traditional analysis of foaming properties of oils uses air stones in the oil to pump air into it and measure the result of volume of foam generated. To read about the add-on analysis option of our proprietary H-FOAM test you can read about this here.
How does the test work?
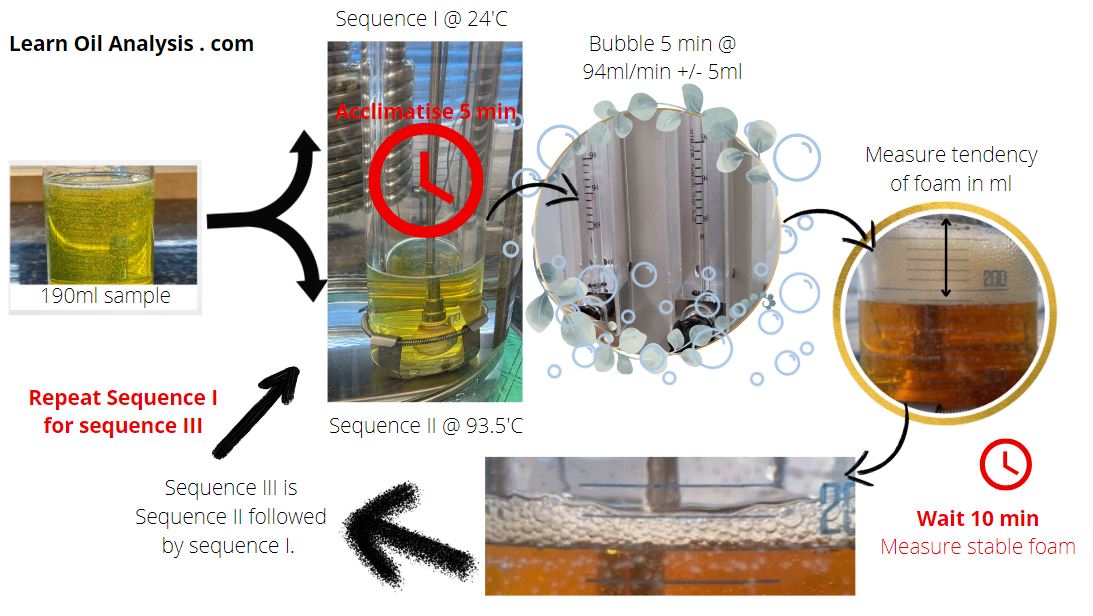
190ml of oil is poured into a 1000ml measuring cylinder and is put into a temperature-controlled water bath at 24’C for sequence I or 93.5’C for sequence II, and the air inside the measuring cylinder is allowed to settle to the water temperature for 5 minutes. The measuring cylinder is sealed with an airstone inside. An air stone is used to pump air into the oil and measure the foam generated at 94ml / minute. After 5 minutes the airflow stops and the level of foam is measured in ml as a tendency to foam. 10 minutes later the foam is measured again as stable foam.
See an example of the end final 90 seconds of the test speeded up showing the foam rising rapidly and beginning to collapse when airflow stops. The sample on the left showed a moderate tendency but had completely collapsed within 2 minutes, whilst the sample on the right was near perfect for lack of foaming throughout the entire test.

What is the difference between the three sequences?
Sequence 1 – test is at 24’C.
Sequence 2 – test is at 93.5’C.
Sequence 3 = 2 + 1. i.e. perform sequence 2 and then sequence 1.
How is the result expressed?
The result obtained on each sequence is quoted in millilitres of foam at the end of the test, called the tendency to foam. Some of this foam will then collapse over time and is measured again at 10 minutes. This foam still preset at 10 min is called stable foam.
Diagnostic significance
Additives such as detergent in the oil clean oxidation and sooty deposits, whilst anti-foam additives (typically silicone oil based) collapse foam bubbles. Imbalance in these additives can lead to foaming in a system. Stable foam is worse than foam tendency as it does not quickly collapse and enter loaded areas causing metal-to-metal contact and wear. Foam in general, can cause leakage of oil from the surface by increasing the volume in the system and it is possible to have systems overflow with foam filling an entire room.
Typical Limits used for the traditional ASTM D892 methods: New oils typically have limits of <50ml tendency and 0ml stable foam, whilst in use applications tend to allow higher tendency up to 450ml and up to 10ml of stable foam.