
Understanding Rust Testing in Oil Analysis: IP 135 Methods A and B
In every single oil formulation the most basic additive package includes an R&O or rust and oxidation package to prevent rust and oxidation. I have covered in several articles tests like RPVOT to determine oxidation resistance. However what about rust resistance? This article aims to cover all you need to know on rust testing for lubricating oils.
Rust testing is a crucial aspect of oil analysis particularly for machinery operating in wet environments such as steam turbines, pulp and paper, or any outdoor machinery. Rusting prevention testing provides valuable insights into the presence of water contamination and the oil’s ability to protect metal components from corrosion. This article focuses on the IP 135 test as I’m British and think of that method first (or its USA ASTM equivalent D665), a widely recognised standard for evaluating the rust-preventing properties of oils, particularly turbine oils, hydraulic oils, and other lubricating oils.
Why Rust Testing Matters
Rust, a form of corrosion that affects iron and its alloys, can have detrimental effects on machinery. It weakens metal parts, increases friction, catalyses lubricant degradation and can ultimately lead to equipment failure.
In an ideal world you want to keep water out of your system, but sometimes this is impossible so then you want it to shed easily for quick removal (see demulsibility) and if that fails you want the rust prevention to kick in and prevent a failure.
Rust testing helps to:
- Assess Rust-Inhibiting Properties: Oils are often formulated with additives that provide a protective layer against rust. This test evaluates the effectiveness of these additives.
- Identify Potential Corrosion Risks: By simulating real-world conditions, the test helps determine if the oil offers sufficient protection against rust in its operating environment.
IP 135 Test Methods: A and B
The IP 135 standard outlines two primary methods for conducting the rust test: Method A and Method B. Both methods involve immersing a polished steel spindle in a mixture of oil and water and observing for signs of rust formation. The key difference lies in the type of water used.
Method A: Distilled Water Procedure
Method A employs distilled water to simulate the presence of condensed water, a common contaminant in many industrial settings such as a steam turbine. Here’s a breakdown of the steps involved:
A polished spindle is cleaned with sand paper and immersed in acetone. The surface is visually inspected for imperfections and marked before testing.


Sample Preparation: 300ml of the oil to be tested is poured into a beaker and put into a water bath of the rust tester at 60’C.

Spindle Immersion: the polished steel spindle is, cleaned and prepared according to the standard, attached to a holder (the white top hat shaped part in the photos below) and completely immersed in the oil-water mixture.

Rotation and Duration: The spindle / stirrer next to spindle is rotated at a constant speed depending on setup. This is done for 30 minutes to pre-soak the spindle in oil additive. At which point 30ml of water ie about 9% is added.
Test duration can vary. Traditionally it was run at 24 hours. Then checking for corrosion at 12 hours became common. Finally 4 hour screens became the default as ASTM and IP performed round robins and found no difference between 4 hour and 24 hour testing. The choice of time is up to the lab and customer as long as agreed before testing. Both 4 hours or 24 are both valid versions of the test.
Visual Examination: After the test period, the spindle is carefully removed, cleaned, and visually inspected for any signs of rust. The examination is often aided by a magnifying glass and a bright light to detect minute rust spots. If there is ANY rust the test is a fail. Otherwise a pass.
Method B: Synthetic Seawater Procedure
Method B utilizes synthetic seawater to simulate harsher corrosive environments, particularly relevant for marine applications or systems exposed to saltwater. The steps to make synthetic seawater is not just sodium chloride and includes a whole chemical cupboard of additional chemicals to the mix. For this reason most labs find it easier and cheaper to buy in pre-mixed rather than make their own sea water. The steps involved are identical to Method A, with the only difference being the use of synthetic seawater instead of distilled water.
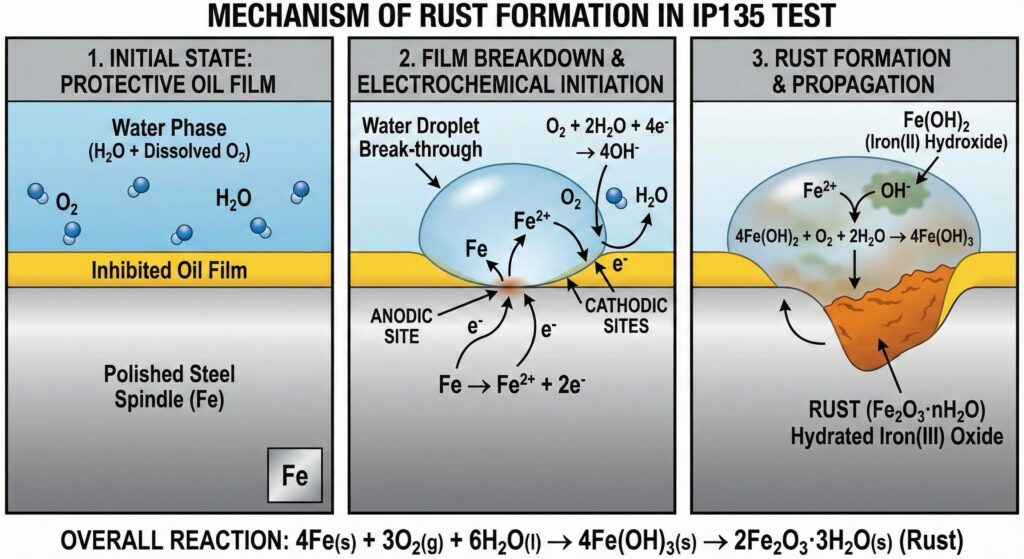
Mechanism of action
Interpreting the Results
The interpretation of the IP 135 test results is straightforward:
- Pass: If no visible rust is observed on the spindle after the test period, the oil sample passes the test. This indicates that the oil provides adequate protection against rust under the tested conditions.
- Fail: The presence of any visible rust, regardless of size or location, constitutes a failing grade. This suggests that the oil’s rust-inhibiting properties are insufficient, potentially due to additive depletion, water contamination, or other factors.
The severity of the rust can be further categorized based on the size, number, and distribution of rust spots on the spindle. However, even a single rust spot warrants attention and investigation.
Limitations of the test
While the IP 135 test is a widely accepted and reliable method for evaluating the rust-preventing properties of oils, it’s essential to acknowledge its limitations.
Temperature and Humidity: The test is typically conducted at a controlled temperature (60°C) and humidity level. However, in real-world scenarios, the operating conditions may vary, so the effect of say 120’c pressurised steam may overwhelm the additives in real world conditions for a sample passing at 60’c. For developing new lubricants it is often a case of agreeing between the lab and end customer a set of tests that most closely replicate the real world conditions.
Conclusion
The IP 135 rust test plays a vital role in assessing the condition of in-service oils and their ability to prevent rust and corrosion. By understanding the test methods, procedures, and result interpretation, maintenance professionals can make informed decisions regarding oil changes, additive replenishment, and other preventative measures to ensure the longevity and reliability of their equipment.
Want to find out more about rust testing or anything else oil analysis get in touch.