

Another interesting case study today. This is one is from an injection moulding machine. Now for those who don’t know about this industry these are hydraulic systems in plastics manufacturing, and they have exceptionally strict cleanliness requirements. By strict I mean in some cases 8 times cleaner than is required for aircraft hydraulic systems for some manufacturers. As a result they tend to have masses of offline filtration (often called kidney filter as they work similar to a dialysis machine and clean the oil offline). Hence a couple specks of dirt can be quite alarming to the customer. Since these systems are filtered so well it is quite rare to see much wear or contamination of any significance in these systems. This sample above was hence quite shocking to see from such a system. The material was very dark and believed to be dirt/grit likely from a poorly taken sample. The normal wear metal analysis by ICP used by all commercial labs showed normal wear for all the elements (in fact no wear metals were above 1ppm). However, on our proprietary LubeWear acid digestion technique that detects all the wear particles, not just the very smallest we saw wear metals over 100ppm. This for these types of machines is unheard of. The fact none was detected by the ordinary analysis suggested very strongly all the wear particles were abnormally sized.
How do you get entirely abnormal wear particles?
Every day I find lots of examples where we have caught wear metals with LubeWear that ordinary analysis misses. In greases and gearboxes this ratio of normal to abnormal is pretty common as they tend to have big chunks of wear, but for an injection moulding machine with such fine tolerances I had personally never seen such a skew and often a lot of the largest particles end up in the filter. Hence why I also suggest filter media analysis for these system types as the filters filter out large wear materials.
I subsequently decided to take a look under the microscope expecting some of this debris to be related to the cause. I was surprised to find there was hardly any abrasive grit/dirt, but the wear material was all cutting wear between 25 and 90 microns. Normal wear is less 15 microns and abnormal is greater 15 microns. Standard wear metal analysis picks up wear <5 microns and LubeWear detects all of the wear.

What is cutting wear?
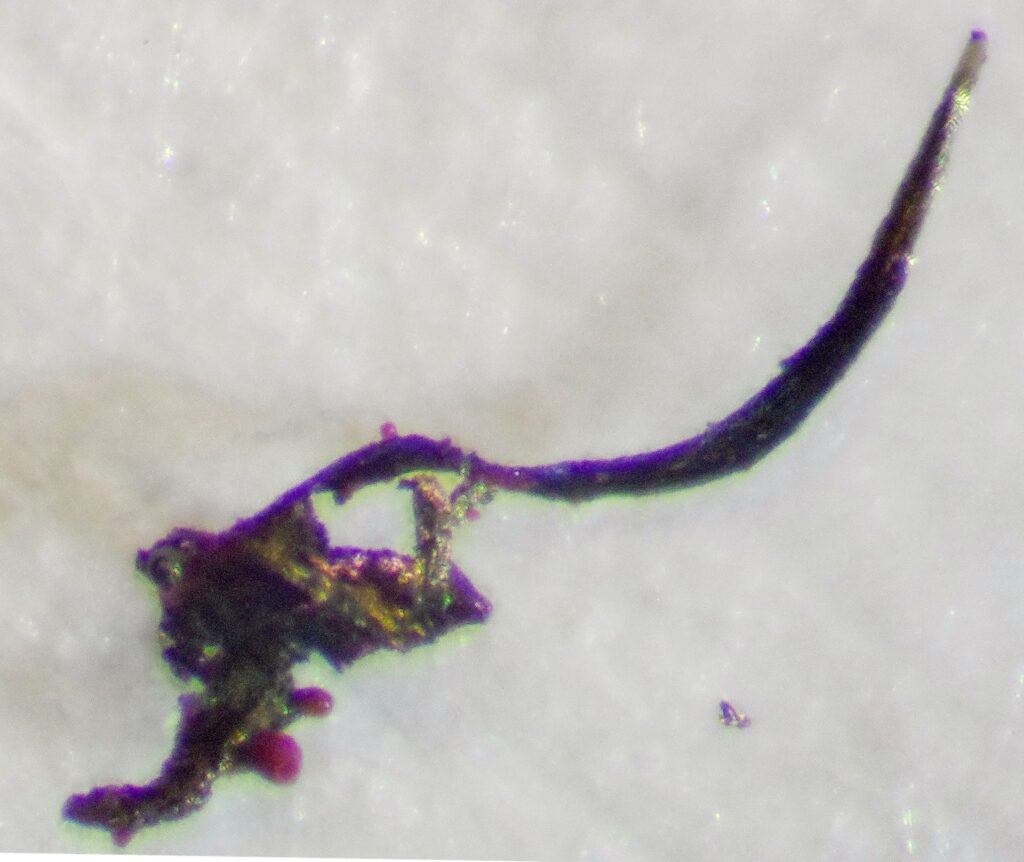
Wear that you are familiar with is when two moving surfaces come in too close proximity leading to metal to metal contact. Cutting wear is where the lubricant film has not necessarily been overwhelmed and instead a harder material (usually dirt) gets trapped between the surfaces and gouges out long thin strips of metal. As you can see above there are plenty of long thin strips with slight curves (think of peeling an apple or planing wood how the shavings curve).
Below is a textbook example of a cutting wear piece from this sample. It is long and thin and over 10 to 1 ratio of length to width.
What causes cutting wear?
In the majority of cases it is dirt that causes it, so removing the abrasive contaminant is the fix to stop this in future. However, this system was so clean this was unlikely to be the case. It had multiple fine filter tank breathers, several inline and an offline filter. Indeed in the sample all we really found was wear material with little to no dirt.
In this case what we did find was very small spherical particles. At first they looked like the precursors to fatigue wear but there was very little evidence of any fatigue wear for the number of these particles found. The next source suspected was welding slag/tank debris but closer elemental analysis found this was not consistent with welding alloys. Instead it was found to be consistent with a polishing compound. For those not familiar to get a mirror like finish on certain components abrasive beads can be used to polish shaft and bore surfaces. The results can be very good, but in this case it appears the compound had not been fully removed / flushed during either the manufacture and installation or the maintenance/repair work activity. These hard microscopic beads although not jagged are still abrasive and resulted in tremendous amounts of cutting wear in the system.

In the end the customer was informed of our findings which allowed them to look deeper into specifically where the contamination occurred. In the meantime the oil supplier having also seen our findings setup a meeting with the client to help the customer flush the system with fresh oil to prevent any further damage.
Hopefully you feel you have learnt something about cutting wear and how it can effect your systems. Equally, it is worth pointing out that if the customer had used another laboratory the fault would likely not been found as the standard ICP analysis didn’t detect anything wrong. The visual appearance would have highlighted contamination and likely a high particle count (if the lab does a visual assessment as not all labs do), but the advice would have been around reviewing the filtration system and checking the media. This could have likely further disguised the problem by just collecting the wear generated rather than actually finding the cause of the wear. If you would like to find out more about oil analysis, debris analysis and LubeWear please get in touch on the contact us button on the bottom right of this screen.